

Forma wtryskowa z kolanem 45 stopni
45-Degree Elbow Injection Mold: Design and Manufacturing Considerations A 45-degree elbow injection mold is a specialized tool used in plastic injection molding to produce pipe fittings that change the direction of fluid flow by 45 degrees. These molds are critical for manufacturing durable, high-precision plastic elbows used in plumbing, irrigation, and industrial piping systems. The design and production of such molds require careful consideration of material selection, mold structure, cooling efficiency, and ejection mechanisms to ensure consistent part quality and cost-effective manufacturing. 1. Mold Design and Structure The 45-degree elbow mold consists of multiple components, including the core, cavity, sliders, and ejector system. Due to the angled geometry of the part, the mold must incorporate side actions or sliders to form the internal and external curves of the elbow. The parting line is strategically placed to minimize flash and facilitate smooth demolding. The mold is typically designed in a multi-cavity configuration to maximize production efficiency while maintaining dimensional accuracy. 2. Material Selection The mold is usually constructed from high-grade tool steel, such as P20, H13, or S136, to withstand high injection pressures and prolonged use. Hardened steel is preferred for critical components like the core and cavity to resist wear and extend mold life. For corrosive plastics (e.g., PVC), stainless steel or chrome-plated surfaces may be used to prevent degradation. 3. Cooling System Optimization Efficient cooling is essential to minimize cycle time and prevent warping or sink marks in the molded part. The cooling channels must follow the contour of the elbow to ensure uniform heat dissipation. Conformal cooling, where channels are shaped to match the part geometry, can significantly improve cooling efficiency but requires advanced manufacturing techniques like 3D printing or CNC machining. 4. Ejection and Demolding The angled shape of the 45-degree elbow makes ejection challenging. Ejector pins or sleeves are placed along the parting line to push the part out without deformation. Air ejection or stripper plates may also be used for complex geometries. Proper draft angles (typically 1-2°) are incorporated to facilitate smooth part release. 5. Quality Control and Testing Before full-scale production, the mold undergoes trial runs to verify dimensional accuracy, surface finish, and mechanical properties. Adjustments may be made to gate locations, cooling rates, or ejection mechanisms to eliminate defects like short shots or weld lines. Conclusion A well-designed 45-degree elbow injection mold ensures high productivity, precision, and longevity. By optimizing material selection, cooling, and ejection, manufacturers can produce consistent, high-quality fittings that meet industry standards. Continuous maintenance and periodic inspections further enhance mold performance, reducing downtime and production costs.
Produkt
Kategoria:
-

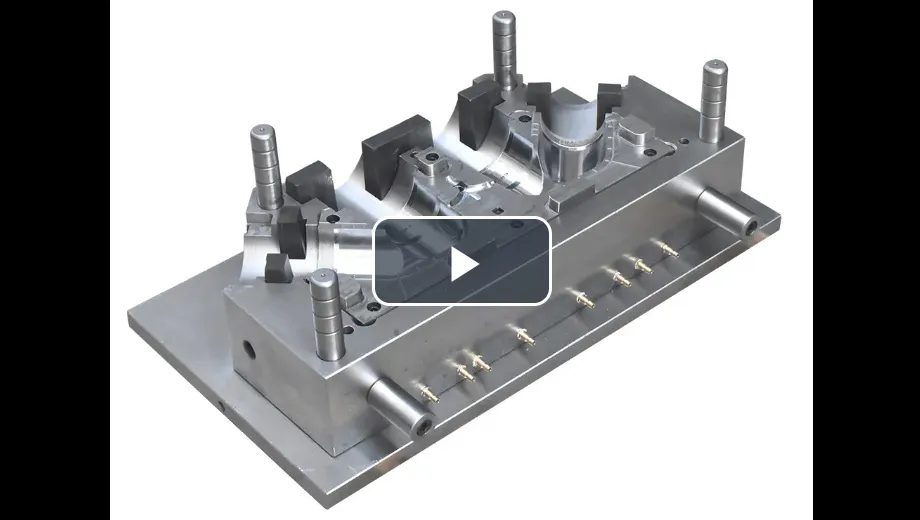
Kolano składane z PP, forma do montażu rur 45°
Ich klasyfikacja: Forma do montażu rur PPWidoki: 572Liczba:Czas zwolnienia: 2025-09-16 23:45:38Forma do montażu rur z kolanem 45°, składanym z PPNazwa formy: Składana forma do montażu rur z kolankiem PP 45 °Wnęka: 2 wnękiStal formierska: 718 2738 na wnękę i rdzeńBrama: brama bezpośredniastruktura formy: Struktura cylindra olejowegoTwardość rdzenia/wnęki: HRC 40-45 stopni po obróbce cieplnej w próżniWtryskarka: 400T Firma Taizhou Huangyan Hong Jin Mold Co., Ltd została założona w 2002 roku. Jesteśmy profesjonalistami w projektowaniu i produkcji form do złączek rurowych od ponad 23 lat.Cieszymy się na długą współpracę z Państwem.Poniżej znajdują się główne informacje w celach informacyjny... -

Forma wtryskowa z kolankiem PCV 45°
Ich klasyfikacja: Forma do montażu rur PCVWidoki: 482Liczba:Czas zwolnienia: 2025-10-28 21:16:52Forma wtryskowa z kolankiem PCV 45°Nazwa formy:Forma wtryskowa z kolankiem PCV 45°Wnęka: 10 wnękRozmiar formy: 50 mmStal formierska: Niemcy2316, Chiny2316 lub 4cr13 na wnękę i rdzeńBrama: brama bezpośredniastruktura formy:Kołek kątowyTwardość rdzenia/wnęki: HRC 40-45° po obróbce cieplnej w próżniWtryskarka: 320T Problem z wtryskiem PCV i rozwiązanie1. Brak materiału: W procesie łączenia rur wtryskowych często występuje zjawisko braku możliwości wypełnienia formy. Kiedy wtryskarka właśnie zaczęła pracować, ze względu na zbyt niską temperaturę formy, straty ciepła roztopionego materiału PVC są...


Wiadomości
Kategoria:
-
[industry news]Podczas formowania wtryskowego należy zwrócić uwagę na te kw...
2024-06-29 16:59:39
Sprawa
Kategoria:

Wideo
Kategoria:
Pobierz
Kategoria:
Brak wyników wyszukiwania!
Rekrutacja
Kategoria:
Brak wyników wyszukiwania!
Polecane produkty
Brak wyników wyszukiwania!





 Whatsapp
Whatsapp Telefon
Telefon