
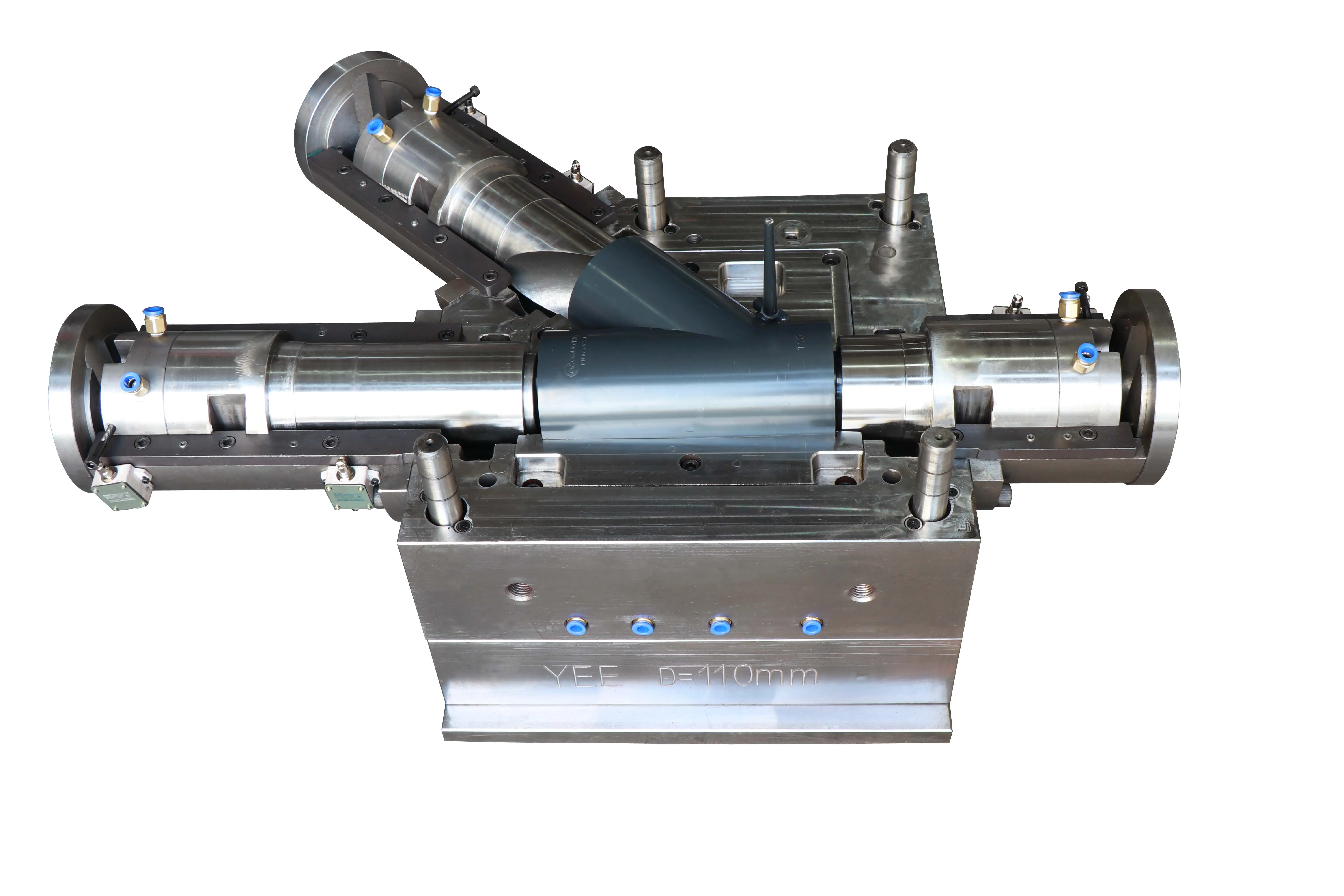
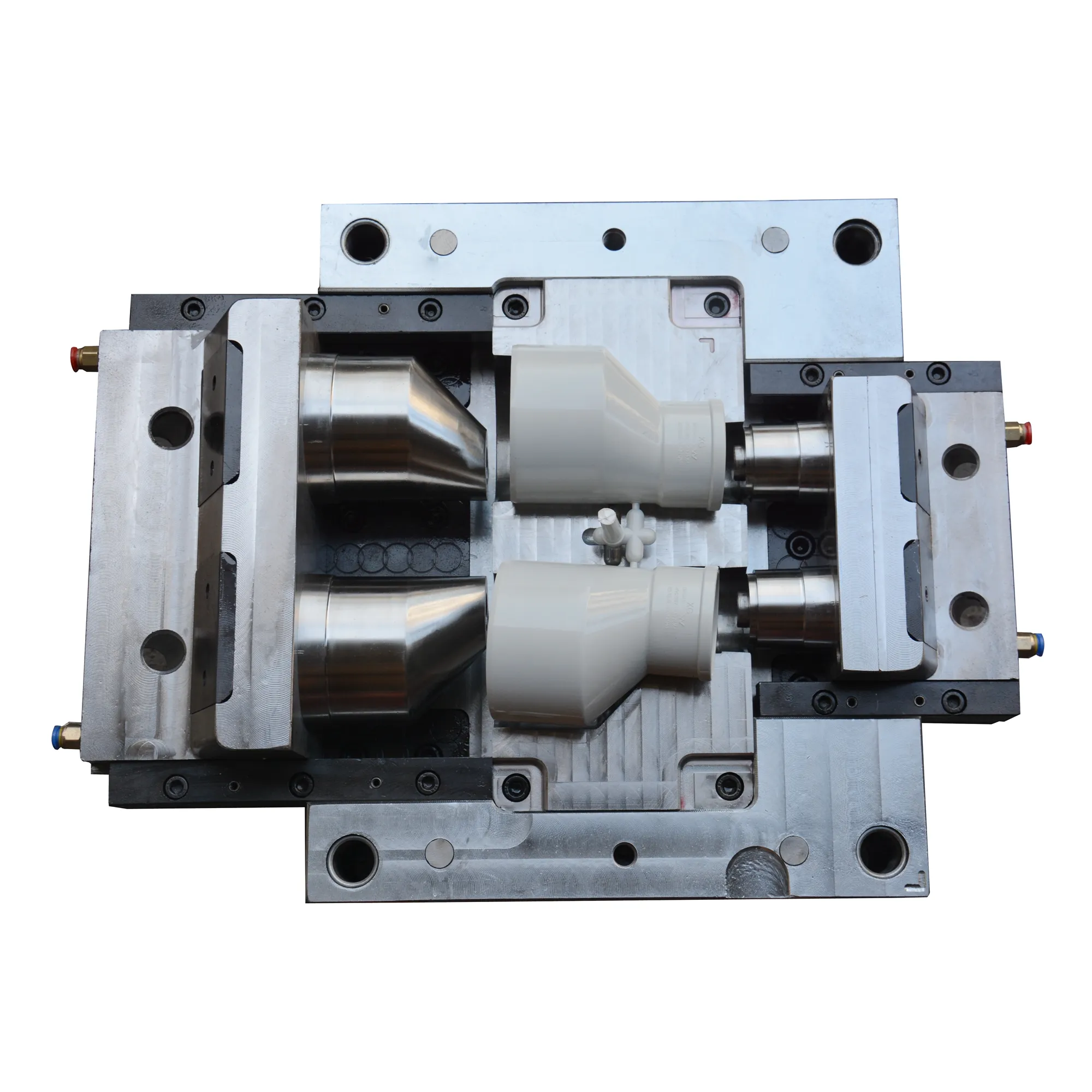
Forma do montażu trójników U-PVC
Nazwa formy:Forma do montażu trójników U-PVC
Wnęka: 2 wnęki
Rozmiar formy: 75 mm
Stal formierska: Niemcy2316, Chiny2316 lub 4cr13 na wnękę i rdzeń
Brama: brama bezpośrednia
struktura formy: cylinder olejowy
Twardość rdzenia/wnęki: HRC 40-45° po obróbce cieplnej w próżni
Wtryskarka: 320T
Problem z wtryskiem PCV i rozwiązanie
1. Brak materiału: W procesie łączenia rur wtryskowych często występuje zjawisko braku możliwości wypełnienia formy. Kiedy wtryskarka właśnie zaczęła pracować, ze względu na zbyt niską temperaturę formy, straty ciepła roztopionego materiału PVC są duże, łatwo jest uzyskać wczesne zestalenie, opór wnęki formy jest duży i materiału nie można wypełnić wnęką formy. Zjawisko to jest bardzo normalne, ale także tymczasowe, po ciągłym wstrzykiwaniu modelu cyfrowego automatycznie zaniknie. Jeśli forma nie może być napełniana przez cały czas, rozważ następujące sytuacje i dokonaj odpowiednich korekt:
1: temperatura materiału wtryskiwanego jest niska, a płynność słaba, dlatego można odpowiednio podnieść temperaturę ogrzewania, aby poprawić plastyfikację i płynność materiału.
2: Ustawiony cykl formowania wtryskowego jest krótki lub niewystarczająca ilość materiału, może być wskazane wydłużenie czasu wtrysku i zwiększenie ilości zolu.
3: Jeżeli ustawione ciśnienie jest za niskie lub czas przełączenia z ciśnienia wtrysku na ciśnienie dotrzymania jest zbyt wczesny, można odpowiednio zwiększyć ciśnienie wtrysku lub wyregulować czas przełączenia z ciśnienia dotrzymania.
4: prędkość wtrysku jest niska, prędkość wtrysku można odpowiednio zwiększyć.
5: Rozmiar struktury systemu kanałów przepływowych jest niewielki, można zwiększyć objętość głównego kanału bocznikowego lub zasuwy
6: wydech formy nie jest dobry, można zmienić położenie bramy lub otworzyć rowek wydechowy.
7: forma do napełniania cienkościennych jest trudna, można dostosować strukturę produktu lub zmienić system wlewowy.
 RELATED
RELATED
 RELATED
RELATED
 RELATED
RELATED
 RELATED
RELATED








 Whatsapp
Whatsapp Telefon
Telefon