
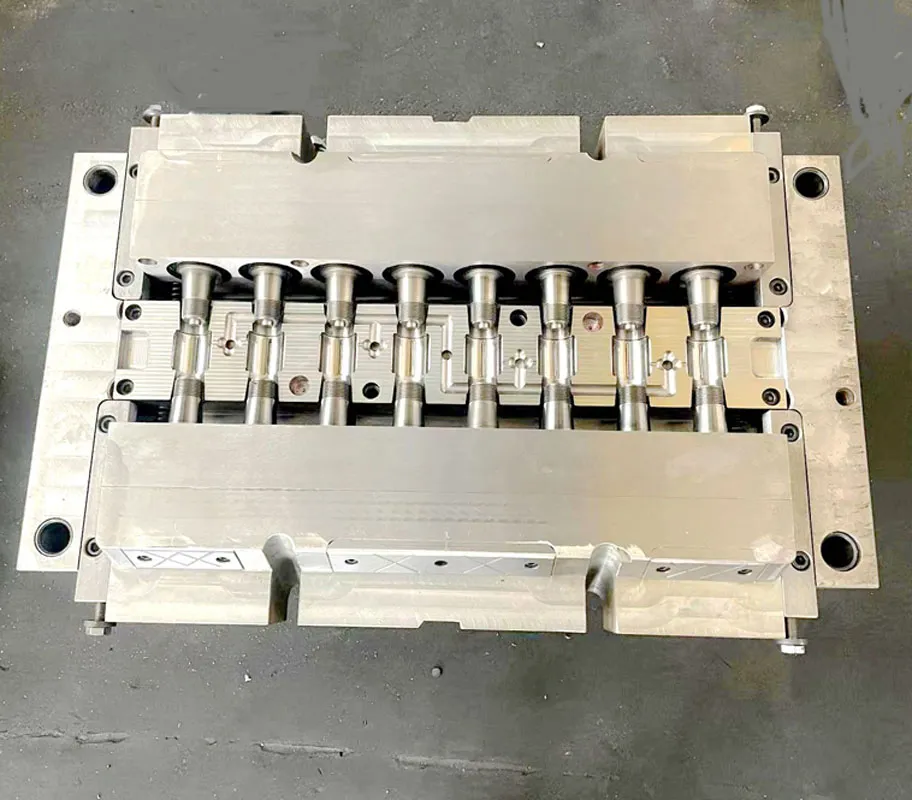
Forma do montażu rur z gniazdem PCV
Nazwa formy:Forma do montażu rur z gniazdem PCV
Wnęka: 2 wnęki
Rozmiar formy: 110 mm
Stal formierska: Niemcy2316, Chiny2316 lub 4cr13 na wnękę i rdzeń
Brama: brama bezpośrednia
struktura formy: kamera
Twardość rdzenia/wnęki: HRC 40-45° po obróbce cieplnej w próżni
Wtryskarka: 320T
Firma Taizhou Huangyan Hong Jin Mold Co., Ltd została założona w 2002 roku. Jesteśmy profesjonalistami w projektowaniu i produkcji form do złączek rurowych od ponad 23 lat.
Cieszymy się na długą współpracę z Państwem.
Poniżej znajdują się główne informacje w celach informacyjnych.
Trudności na etapie projektowania form do PCV
Złożony projekt prowadnicy i bramy
Trudność: Stopiony PVC ma wysoką lepkość i słabą płynność. Aby jednocześnie i równomiernie wypełnić wszystkie części gniazda formy (zwłaszcza części cienkościenne i dalsze), kluczowa jest konstrukcja kanału przepływowego (kanał główny i odgałęziony) oraz zasuwy.
Konkretne wyzwania:
Zrównoważony kanał przepływu: Upewnij się, że spadek ciśnienia i czas przepływu od dyszy wtryskarki do końca każdej wnęki są stałe, aby zapobiec zjawiskom krótkiego wtrysku (niedostateczne napełnienie) lub utrzymywania nadciśnienia (przepełnienie, duże naprężenia wewnętrzne).
Położenie i kształt przewężki: Niewłaściwy dobór położenia przewężki może spowodować pojawienie się śladów spoin w obszarze łożyska o słabym ciśnieniu, poważnie wpływając na ciśnienie rozrywające łączników rurowych. Rozmiar bramy również należy dokładnie obliczyć. Jeśli jest za mały, będzie generował dużą ilość ciepła podczas ścinania i będzie podatny na rozkład; Jeśli będzie za duży, chłodzenie będzie powolne, cykl będzie długi i usunięcie zasuwy będzie trudne.
Forma do montażu rur z gniazdem PCV

Studnia zimnego materiału i wylot: PCV można łatwo schłodzić i należy zaprojektować skuteczną studnię zimnego materiału, aby wychwytywać zimny materiał z przodu. Jednocześnie skomplikowane wnęki są podatne na uwięzienie gazu i konieczne jest utworzenie rozsądnych i wystarczających szczelin wylotowych, w przeciwnym razie może to powodować problemy, takie jak spalanie (rozkład) i niedobór materiału.
Projektowanie wnęki i ocena stopnia skurczu
Trudność: Stopień skurczu przy formowaniu PVC nie jest wartością stałą i wpływają na niego różne czynniki, takie jak gatunek żywicy, formuła (taka jak zawartość wypełniacza), parametry procesu (temperatura, ciśnienie) itp.
Szczególne wyzwanie: projektanci muszą przypisać różne współczynniki skurczu do różnych części formy w oparciu o doświadczenie i dogłębną wiedzę na temat materiałów. Na przykład stopień skurczu grubego i cienkiego mięsa jest inny, a stopień skurczu w kierunku przepływu i w kierunku pionowym jest również inny. Niedokładne oszacowanie może prowadzić do odchyleń wymiarowych w produkcie końcowym, szczególnie wpływając na rozmiar połączenia gwintowego i rozmiar kielicha łączników rurowych.
Projekt układu chłodzenia
Trudność: PVC jest materiałem wrażliwym na ciepło, który musi być skutecznie i równomiernie chłodzony wewnątrz formy.
Konkretne wyzwania:
Równomierne chłodzenie: Nieregularna konstrukcja rur i nierówna grubość ścianek powodują nierówne szybkości chłodzenia. Części wolno schładzane będą się bardziej kurczyć, co spowoduje ślady skurczu, deformację wypaczenia i naprężenia wewnętrzne.
Układ dróg wodnych: W przypadku złożonych ram i rdzeni form konieczne jest rozmieszczenie dróg wodnych chłodzących jak najbliżej i w równowadze z powierzchnią gniazda formy, co stanowi ogromny test możliwości przetwarzania. Nierównomierne chłodzenie bezpośrednio prowadzi do wydłużenia cykli produkcyjnych i zmniejszenia wydajności produktu.
Projekt systemu rozformowywania
Trudność: Okucia z PVC mają zwykle gwinty wewnętrzne, odwrócone sprzączki lub skomplikowaną strukturę żeber.
Konkretne wyzwania:
Mechanizm ciągnący rdzeń: Złożone bloki ślizgowe, pochyłe blaty i inne mechanizmy ciągnące rdzeń muszą być zaprojektowane tak, aby umożliwić wyjęcie z formy. Konstrukcja tych instytucji musi być precyzyjna, niezawodna, płynna w ruchu, wolna od zakłóceń oraz posiadać wystarczającą wytrzymałość i odporność na zużycie.
Balans od góry: Układ górnego sworznia musi zapewniać płynne i synchroniczne wypychanie łączników rurowych. Jakakolwiek nierównowaga może spowodować, że produkt stanie się biały, zdeformowany lub nawet uszkodzony.
 RELATED
RELATED
 RELATED
RELATED
 RELATED
RELATED
 RELATED
RELATED








 Whatsapp
Whatsapp Telefon
Telefon